








Jak produkowane są te cienkościenne części?

Przędzenie metali to symetryczny proces formowania rotacyjnego blachy. Wrzeciono napędza półwyrób i rdzeń formy, a następnie koło obrotowe wywiera nacisk na obracający się półwyrób. Ze względu na ruch obrotowy wału głównego przędzarki oraz wzdłużny i poprzeczny ruch posuwowy narzędzia, to miejscowe odkształcenie plastyczne stopniowo rozszerza się na cały półfabrykat, uzyskując w ten sposób różne kształty pustych wirujących części korpusu.
Koszt procesu: koszt formy (niski), koszt pojedynczego elementu (średni)
Typowe produkty: meble, lampy, przemysł lotniczy, transport, zastawa stołowa, biżuteria itp.
Wydajność odpowiednia: produkcja mało- i średnioseryjna


Jakość powierzchni:
Jakość powierzchni zależy w dużej mierze od umiejętności operatora i szybkości produkcji
Szybkość obróbki: Umiarkowana do wysokiej prędkość produkcji, w zależności od rozmiaru części, złożoności i grubości blachy
Obowiązujące materiały:
Nadaje się do ciepłych blach, takich jak stal nierdzewna, mosiądz, miedź, aluminium, tytan itp.
Zagadnienia projektowe:
1. Przędzenie metali nadaje się tylko do wytwarzania części o symetrii obrotowej, a najbardziej idealnym kształtem są półkuliste, cienkościenne części metalowe;
2. W przypadku części powstałych w wyniku przędzenia metalu średnicę wewnętrzną należy kontrolować w granicach 2,5 m.

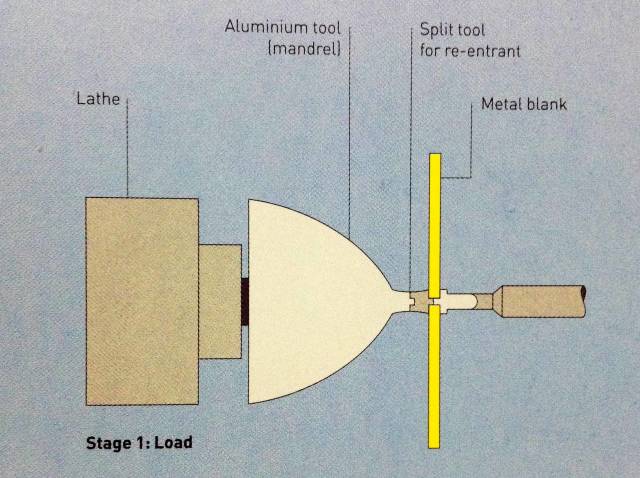
Krok 1: Zamocuj wyciętą okrągłą blachę na trzpieniu maszyny.
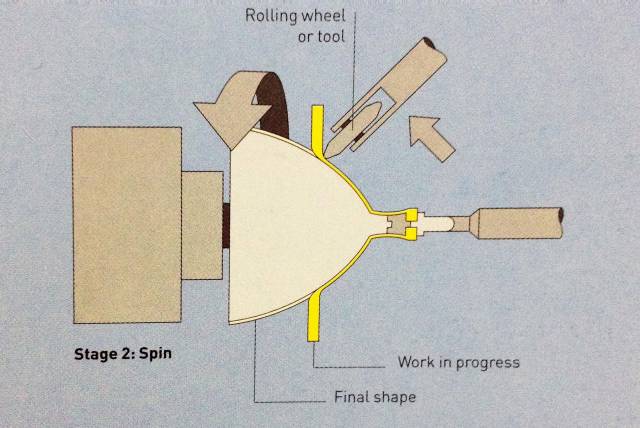
Krok 2: Trzpień wprawia okrągłą metalową płytkę w ruch obrotowy z dużą prędkością, a narzędzie z prowadnicą zaczyna dociskać metalową powierzchnię, aż metalowa płytka całkowicie dopasuje się do wewnętrznej ścianki formy.
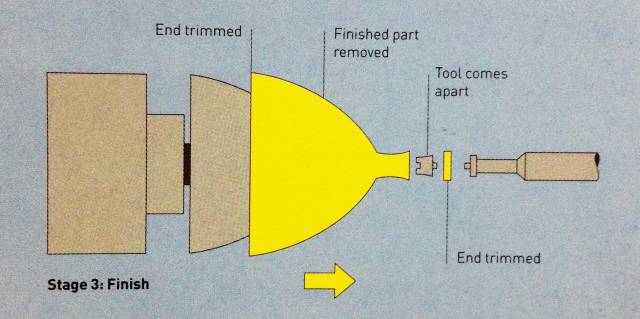
Krok 3: Po zakończeniu formowania trzpień jest usuwany, a góra i dół części są odcinane w celu wyjęcia z formy.
Wyślij do nas wiadomość:
-

Aluminiowe części do obróbki CNC
-

Produkcja blachy aluminiowej
-

Części do obróbki CNC o wysokiej precyzji Axis
-

Części obrabiane CNC dla Włoch
-

Obróbka CNC części aluminiowych
-

Obróbka części samochodowych
-

Odkuwki ze stopów tytanu
-

Złączki z tytanu i stopów tytanu
-

Odkuwki z tytanu i stopów tytanu
-

Druty tytanowe i ze stopów tytanu
-

Pręty tytanowe
-

Rury/rury bez szwu z tytanu
-

Rury/rury spawane tytanem